




La maschera di saldatura presenta due vantaggi. Il primo è quello di evitare l’ossidazione del rame e il secondo è quello di avere un perfetto isolamento tra due tracce di rame durante il processo di assemblaggio. Esistono diversi tipi di maschere di saldatura per circuiti stampati, come quelle liquide epossidiche, liquide fotoimmaginabili (LPI) o a dry film. Immergiamoci in questa storia!
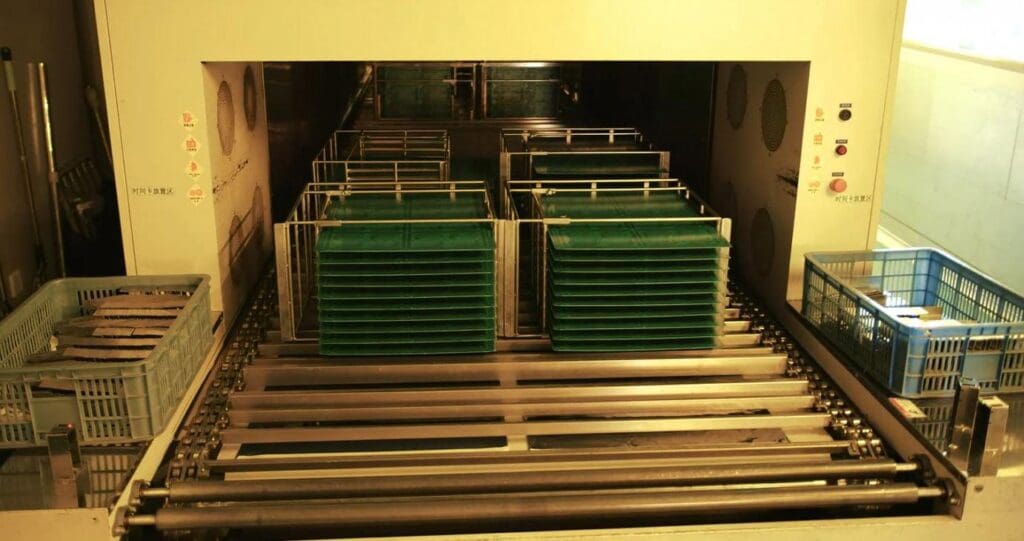
Esistono diversi modi per applicare la maschera di saldatura a un PCB: spalmatura a velo, serigrafia o rivestimento per nebulizzazione elettrostatica secondo gli standard IPC. Prima di applicare la maschera di saldatura, le schede devono essere pulite con una preparazione meccanica o chimica in una camera bianca sovrapressurizzata per evitare l’ingresso di polvere dall’esterno.
Una volta che il pannello è completamente rivestito, deve essere preindurito. Questo passaggio è essenziale e rimuove tutto il solvente dall’inchiostro. Senza questo passaggio, la registrazione non sarà effettuata correttamente.
Per la maschera di saldatura, l’insolazione può essere effettuata con la registrazione con 8 telecamere CCD e il disegno modello (artwork). Le schede ricevono un fascio di luce LED per alcuni secondi per indurire la maschera di saldatura dove il disegno modello è chiaro. L’insolazione può essere effettuata anche tramite LDI, Laser Direct Imaging. Questa volta non è necessaria alcun disegno modello (artwork), perché la macchina espone direttamente i punti selezionati con i fasci di luce e indurisce il punto mirato.
Le parti non protette e non indurite dall’insolazione vengono lavate via. Nel nostro esempio, viene rimossa la maschera di saldatura attorno al foro passante meccanico.
Dopo la fase di sviluppo, tutte le schede vengono controllate. Infatti, è necessaria un’ispezione per verificare se ci sono immagini difettose, tracce di inchiostro sui pad o attraverso i fori. Infine, le schede vengono esposte ad alta temperatura per un’ora per indurire la maschera di saldatura.
Per garantire la conformità alle normative europee sulla protezione dei dati, verificate di essere in Europa.